

 電化鋁小黄片下载软件大全
電化鋁小黄片下载软件大全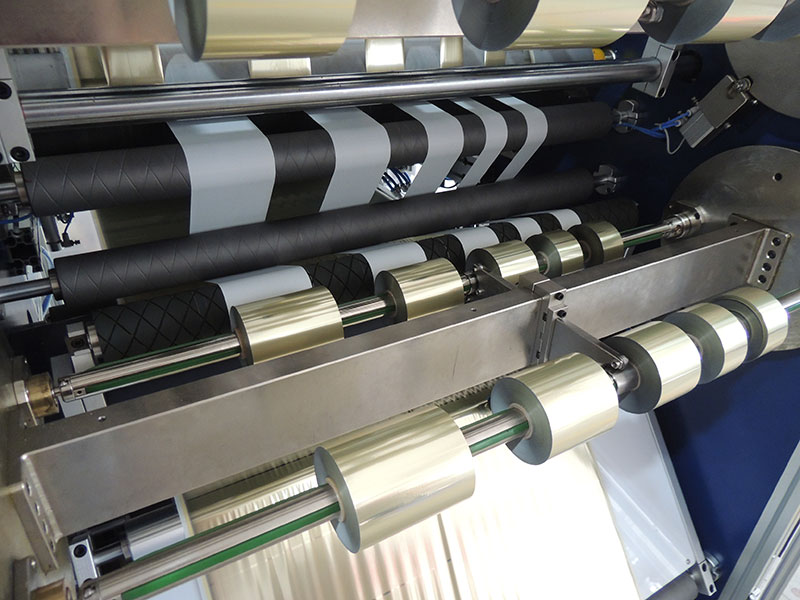 燙金紙小黄片下载软件大全
燙金紙小黄片下载软件大全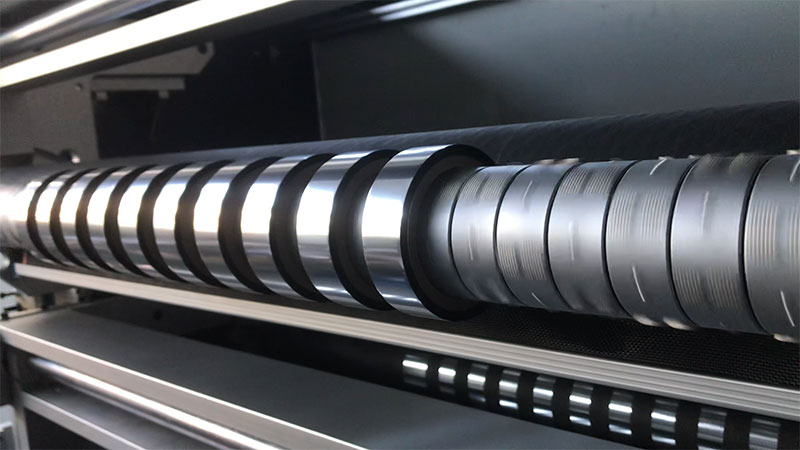 電化鋁燙印箔小黄片下载软件大全
電化鋁燙印箔小黄片下载软件大全 燙金膜小黄片下载软件大全
燙金膜小黄片下载软件大全 金箔小黄片下载软件大全 RSDS7-1350
金箔小黄片下载软件大全 RSDS7-1350 金箔小黄片下载软件大全 MINI-750
金箔小黄片下载软件大全 MINI-750服務熱線
180-5003-0233
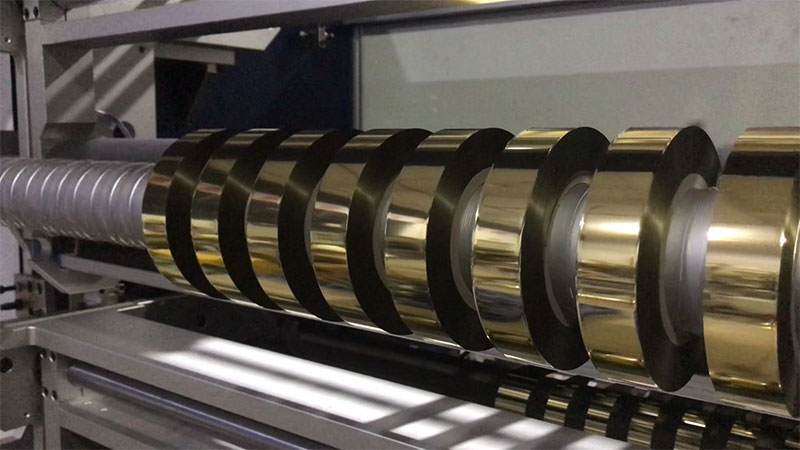
在電化鋁(燙金箔)的生產加工中,分切是承上啟下的關鍵工序。行業內甚至有“三分燙,七分切”的說法,足見分切質量對後續燙印效果的決定性影響。然而,收卷跑偏——表現為端麵參差不齊、塔形卷、鼓包或局部凸起——是分切工序中最常見也最令人頭疼的故障之一。
收卷一旦跑偏,輕則造成免费小黄片下载報廢,重則可能損傷分切刀片,甚至引發斷帶停機。很多人遇到這個問題,第一反應是去調糾偏傳感器或導輥平行度,但往往治標不治本。根據行業經驗,要根治跑偏,建議按照以下4個要點,由簡到繁、由軟到硬進行係統排查。

一、排查張力控製:最核心的動態因素
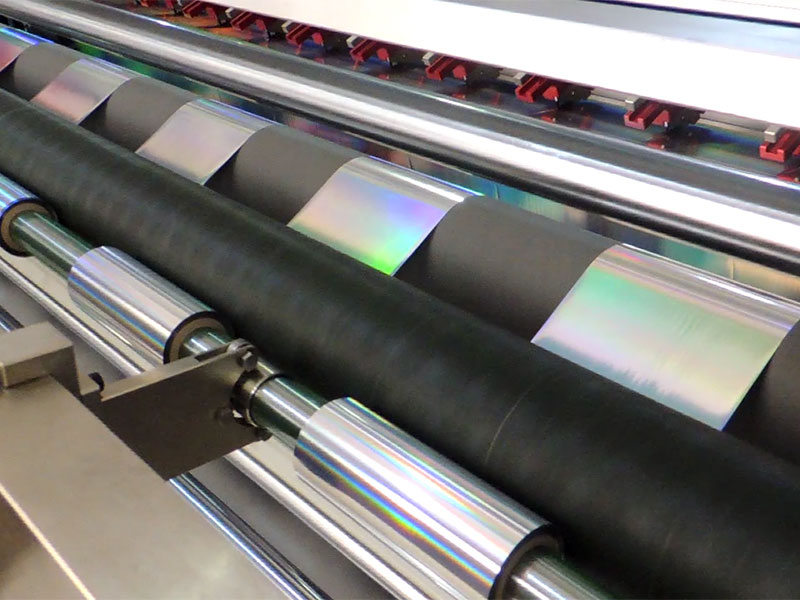
電化鋁箔厚度薄(通常6~20μm)、表麵光滑、延伸率低,對張力變化極為敏感。張力控製不當,是導致收卷跑偏的首要根源。
• 張力過小:膜卷內部鬆弛,層間容易滑移,端麵會出現明顯的不齊或褶皺。
• 張力過大:膜卷過緊,中心受壓變形,邊緣會翹起,形成“喇叭口”。
• 張力波動:在設備加減速或免费小黄片下载有接頭時,若張力未得到及時補償,卷內應力會不均,產生局部突起或凹陷。
真正的恒張力不是簡單地設定一個數值,而是一個動態閉環控製係統。排查時,應重點檢查張力傳感器或浮動輥的反饋是否靈敏,PID參數是否與當前卷徑匹配。一些先進設備采用“五電機獨立驅動+全閉環張力控製係統”,能將加減速時的張力波動控製在±0.5N以內,從根本上消除因張力突變導致的跑偏隱患。

二、排查機械精度:導輥與壓輥的“平行度”陷阱
如果張力係統正常,跑偏依然存在,問題很可能出在機械結構上。
• 導輥平行度與水平度偏差:這是導致膜片橫向漂移的常見機械原因。若導輥軸線與收卷軸軸線不平行,或導輥本身水平度超差,膜片在走料過程中會受到軸向分力,自動向一側偏移。
• 收卷壓輥狀態不佳:壓輥左右壓力不一致,會使膜卷一側緊、一側鬆。壓輥表麵若磨損或粘附異物,也會導致接觸不良,產生局部壓力差。更重要的是,若壓輥與收卷軸不平行,會直接形成一個“推力”,把膜卷推向一邊。
排查時,建議用水平儀和塞尺等工具,係統檢查各導輥、壓輥與收卷軸的平行度,並確認壓輥兩端的壓力是否均衡。

三、排查收卷軸與夾頭:鎖緊與跳動問題
收卷軸是承載膜卷的核心部件,其狀態直接影響卷取精度。
• 收卷軸彎曲:會引起膜卷旋轉時徑向跳動,導致每一圈的卷繞位置都發生微小變化,累積成端麵錯位。
• 夾頭磨損或鬆動:會造成收卷軸產生軸向竄動,直接破壞卷取的對齊基準。
• 套筒打滑:收卷輥上的套筒若配合不緊,在收卷時打滑,也會導致層疊鬆弛或端麵不平齊。
排查建議:檢查氣脹軸(或瓦片式氣漲軸)是否脹緊有力,確保套筒被牢固鎖死。對於頻繁使用的夾頭和軸芯,要定期檢查其磨損情況,及時更換。
四、排查免费小黄片下载與工藝:不可忽視的“軟因素”
在排除了設備和控製的硬故障後,需要審視免费小黄片下载和工藝細節。
• 免费小黄片下载自身缺陷:電化鋁基膜或塗層的厚度均勻性差,收卷時厚處自然堆積快,會形成凸起。此外,靜電過大、邊緣有翹邊或荷葉邊,也會導致收卷時邊緣無法對齊。
• 糾偏係統失效:雖然糾偏(EPC/LPC)是解決跑偏的重要輔助手段,但如果傳感器髒汙、響應速度跟不上車速,或者執行機構卡滯,糾偏反而可能成為幹擾源。應檢查超聲波或光電眼是否清潔,糾偏響應是否靈敏。
遇到跑偏問題時,不妨按照“先查張力波動,再校機械平行,後看鎖緊跳動,最後審視免费小黄片下载與糾偏”的順序逐一排查。多數情況下,問題都集中在張力閉環的動態穩定性和導輥壓輥的平行度這兩大方麵。係統化地排查,而非頭痛醫頭,才能從根源上解決收卷跑偏頑疾,確保分切端麵整齊如鏡,為後續燙印工序提供高質量的箔卷。


