

 電化鋁小黄片下载软件大全
電化鋁小黄片下载软件大全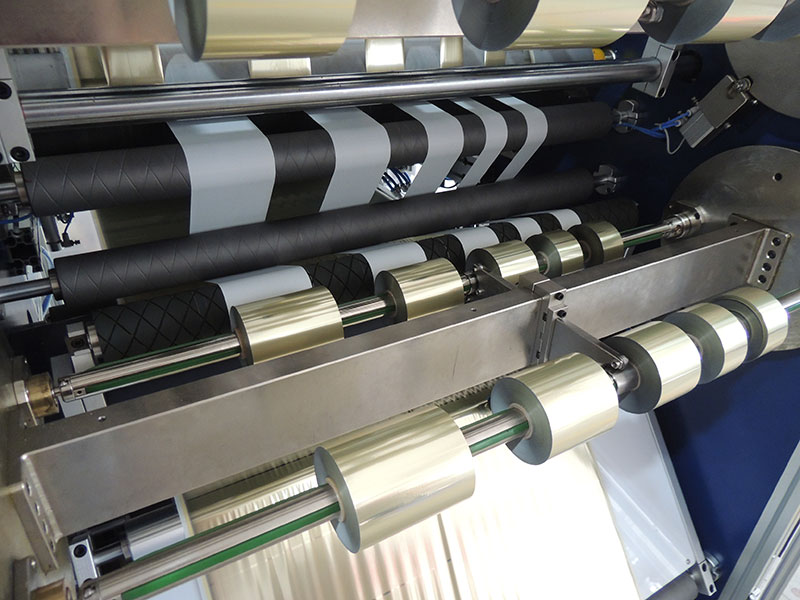 燙金紙小黄片下载软件大全
燙金紙小黄片下载软件大全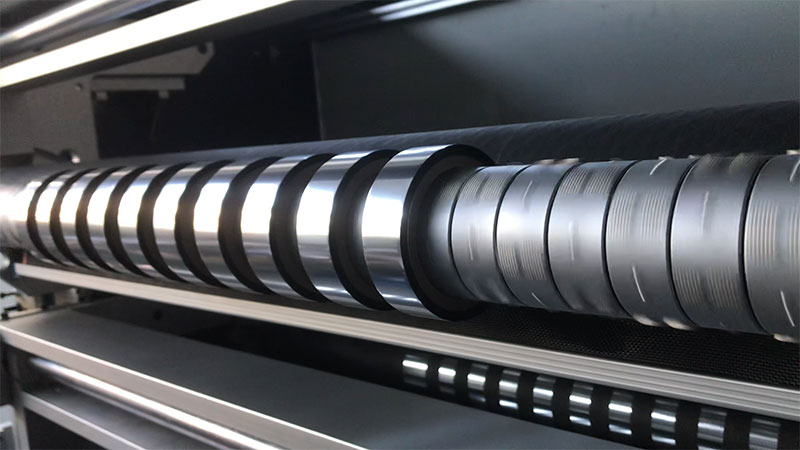 電化鋁燙印箔小黄片下载软件大全
電化鋁燙印箔小黄片下载软件大全 燙金膜小黄片下载软件大全
燙金膜小黄片下载软件大全 金箔小黄片下载软件大全 RSDS7-1350
金箔小黄片下载软件大全 RSDS7-1350 金箔小黄片下载软件大全 MINI-750
金箔小黄片下载软件大全 MINI-750服務熱線
180-5003-0233
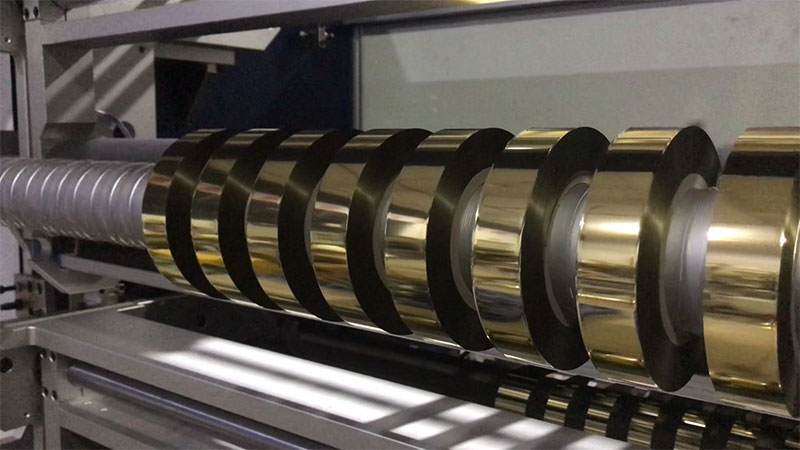
在燙金紙的分切加工中,張力控製的穩定性直接決定了成品質量。一旦張力出現波動,不僅影響生產效率,更會造成免费小黄片下载浪費。以下是燙金紙小黄片下载软件大全張力不穩最常見的三種表現及其對應的修複方法。

表現一:分切邊緣呈波浪狀或荷葉邊
現象描述:
分切後的燙金紙卷材邊緣出現不規則的波浪形皺褶,形似荷葉邊緣。用手觸摸時能明顯感覺到邊緣起伏不平,嚴重時整卷免费小黄片下载無法正常使用。
成因分析:
這通常是由於分切過程中的張力過小或波動過大所致。當張力不足時,燙金紙在收卷過程中無法被拉平,免费小黄片下载在卷芯處產生微小褶皺,隨著卷徑增大,褶皺被層層疊加放大,最終形成荷葉邊。
修複方法:
1. 調整初始張力值:根據燙金紙的厚度和幅寬,適當提高初始張力設定值,通常建議在原有基礎上增加10%-15%。
2. 檢查放卷軸刹車片:磨損嚴重的刹車片會導致放卷張力不穩定,應及時更換。
3. 校準張力傳感器:使用標準砝碼對張力傳感器進行校準,確保反饋信號準確無誤。

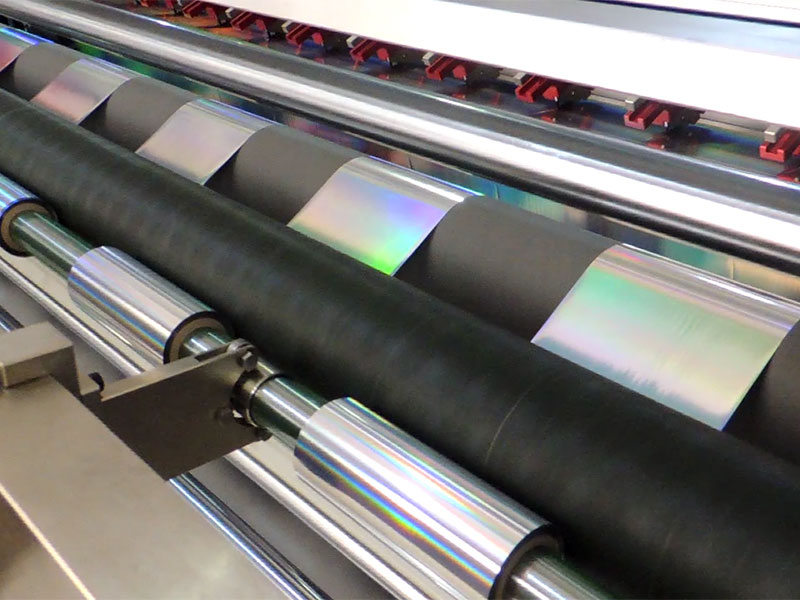
表現二:分切麵出現縱向條紋或劃痕
現象描述:
沿著分切後的燙金紙長度方向,出現一條或多條深淺不一的縱向條紋,或類似劃痕的痕跡。這種現象在鍍鋁層表麵尤為明顯,會直接導致燙金時出現漏燙缺陷。
成因分析:
張力過大是造成該問題的主要原因。過高的張力使燙金紙被過度拉伸,導致基材變形,部分區域甚至出現微觀裂紋。此外,收卷張力持續增大會使內外層壓力不均,相互摩擦產生劃痕。
修複方法:
1. 降低收卷張力:逐步降低收卷張力設定值,觀察分切效果,找到最佳張力區間。
2. 優化張力錐度曲線:設置合理的張力錐度(通常為20%-40%),使張力隨著卷徑增大而遞減,避免外緊內鬆。
3. 檢查過輥平行度:使用水平儀測量各過輥的平行度,偏差超過0.1mm/m時應重新調整,防止免费小黄片下载跑偏產生側向拉力。

表現三:分切後卷材出現塔形或錯層
現象描述:
收卷後的燙金紙卷兩端參差不齊,呈寶塔狀,或者相鄰層之間出現明顯的交錯位移。這種情況不僅影響外觀,還會導致後續燙金加工時無法穩定放卷。
成因分析:
張力頻繁波動是導致錯層的主要原因。當張力忽大忽小時,免费小黄片下载在收卷輥上的橫向移動軌跡無法穩定,逐層累積後形成錯位。此外,壓輥壓力不均勻或收卷軸彎曲也會加劇這一現象。
修複方法:
1. 排查驅動係統:檢查小黄片下载软件大全的變頻器和電機是否存在輸出波動,必要時更換編碼器或電機驅動板。
2. 清潔並潤滑機械傳動部件:積塵或潤滑不良的齒輪、軸承會導致張力輸出不連續,應定期清潔並添加適量潤滑油。
3. 檢查壓輥的平行度和壓力均勻性:使用塞尺測量壓輥兩端間隙,偏差不得超過0.05mm;調整氣缸壓力,確保兩端壓力一致。
4. 校正收卷軸:將收卷軸置於V形塊上,使用百分表檢測徑向跳動,若跳動超過0.1mm需校正或更換。

綜合維護建議
除了針對具體表現進行修複外,日常維護同樣重要:
• 定期校準:建議每三個月對張力控製係統進行一次全麵校準。
• 記錄參數:針對不同規格的燙金紙建立張力參數檔案,便於快速調用。
• 培訓操作人員:確保操作人員能通過觀察卷材外觀初步判斷張力狀態,及時微調。
掌握燙金紙小黄片下载软件大全張力不穩的典型表現和修複方法,可以幫助操作人員快速定位問題,減少停機時間,顯著提升分切質量和生產效率。


