
 電容器薄膜小黄片下载软件大全
電容器薄膜小黄片下载软件大全 電容膜小黄片下载软件大全
電容膜小黄片下载软件大全 新能源超薄膜小黄片下载软件大全
新能源超薄膜小黄片下载软件大全 pet薄膜小黄片下载软件大全
pet薄膜小黄片下载软件大全 離型膜小黄片下载软件大全
離型膜小黄片下载软件大全 塑料薄膜小黄片下载软件大全
塑料薄膜小黄片下载软件大全服務熱線
180-5003-0233
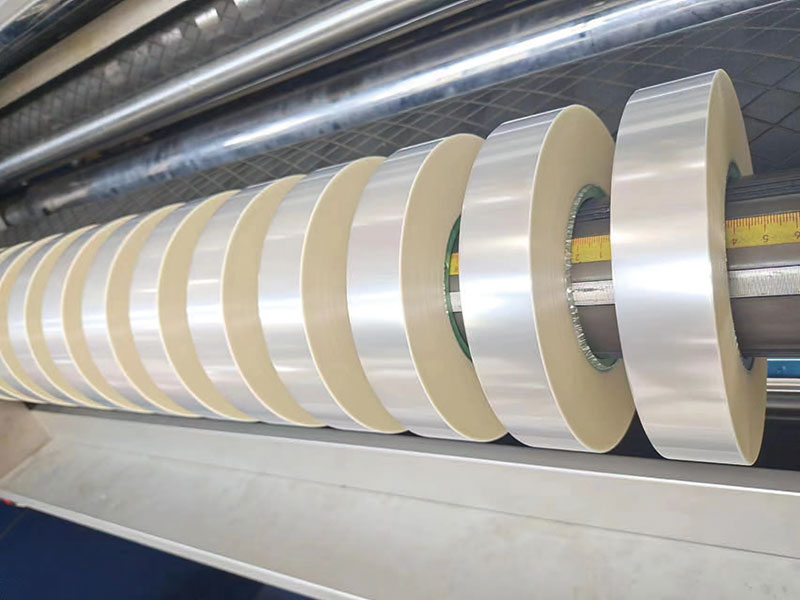
在PET薄膜的加工過程中,分切後的收卷端麵不齊是常見且令人頭疼的問題。端麵參差不齊不僅影響產品外觀,更會導致下遊客戶在放卷時出現跑偏、起皺甚至斷膜,直接影響產品合格率和客戶滿意度。
那麽,如何有效解決這一問題?以下三招經過實戰驗證,能顯著提升PET薄膜分切收卷的整齊度。
第一招:精準控製收卷張力,建立“錐度張力曲線”
端麵不齊最根本的原因往往是張力控製不當。
很多操作人員習慣使用恒張力收卷,但隨著卷徑逐漸增大,薄膜內部應力分布會越來越不均勻,外層薄膜對內層產生擠壓,直接導致端麵隆起或凹陷。
正確做法:
1. 采用錐度張力控製模式:隨著收卷直徑增加,按一定比例逐漸降低收卷張力。通常錐度值設置在70%-90%之間,具體根據薄膜厚度和材質調整。
2. 區分張力段:PET薄膜較薄(常見12μm-250μm),張力過大會導致拉伸變形,過小則收卷鬆散。建議初始張力控製在薄膜斷裂張力的10%-15%為宜。
3. 使用閉環張力控製係統:配備張力傳感器實時反饋,確保加減速及恒速階段的張力穩定性。
效果:錐度張力能有效平衡內外層應力,使收卷卷芯緊實、外圈適度鬆弛,端麵自然平整。

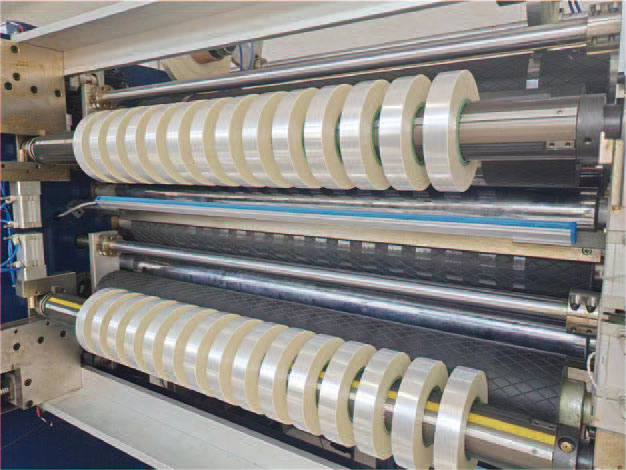
第二招:優化壓輥與導向係統,消除“氣隙”與“抖動”
即便張力控製精準,如果壓輥和導向輥狀態不佳,端麵不齊的問題依然難以根除。薄膜在進入收卷軸前的任何橫向偏移或空氣夾帶,都會直接反映在端麵上。
關鍵措施:
1. 調整壓輥壓力與平行度:壓輥的作用是擠出層間空氣,確保薄膜緊密貼合。壓輥與收卷軸必須嚴格平行,兩端壓力差不超過5%。壓力過大會在膜麵留下壓痕,過小則無法有效排氣。
2. 檢查導向輥的水平與跳動:所有導向輥的水平度偏差應小於0.1mm/m,徑向跳動控製在0.05mm以內。任何微小偏心都會周期性地擾動薄膜橫向位置。
3. 增加靜電消除裝置:PET薄膜易產生靜電,靜電會導致薄膜吸附灰塵並相互排斥或吸引,破壞整齊排列。在收卷前安裝靜電消除棒,能顯著改善層間貼合。
效果:消除橫向抖動和空氣夾帶後,每一圈薄膜都能精確落在預定位置,端麵如刀切般平整。

第三招:科學設定分切參數與刀具狀態,杜絕“邊緣毛刺”
很多人忽略了一個事實:端麵不齊往往從切邊質量就開始埋下隱患。如果薄膜邊緣存在毛刺、熔邊或波浪邊,收卷時這些缺陷會逐層累積放大,最終表現為嚴重的端麵參差。
具體操作:
1. 保持刀具鋒利且間隙合理:圓刀或平刀的刀刃應定期研磨,刀片與底刀的搭接量控製在0.5-1.0mm,側向間隙根據薄膜厚度調整為0.02-0.05mm。鈍刀會產生拉伸毛邊,間隙不當則產生壓痕或碎屑。
2. 控製分切速度與免费小黄片下载匹配:高速分切時(通常200-500m/min),摩擦熱可能導致PET薄膜邊緣軟化卷曲。建議對於厚度小於50μm的薄膜適當降速,或采用冷卻風刀輔助散熱。
3. 檢查膜卷的母卷質量:如果母卷本身就存在厚薄不均、硬塊或翹邊問題,分切後無論如何調整都無法得到整齊端麵。必要時應對母卷進行複卷預處理。
效果:幹淨、平直、無毛邊的切邊是收卷整齊的前提。邊緣質量過關後,端麵整齊度至少提升50%。

綜合建議
解決PET薄膜分切收卷端麵不齊,不能指望單一手段。張力是根本,壓輥與導向是保障,刀具與分切參數是前提。建議按以下順序排查優化:
1. 先檢查刀具和分切參數,確保切邊質量;
2. 再調整導向輥和壓輥,消除機械抖動;
3. 最後優化張力曲線,實現應力均勻分布。
很多工廠通過上述三招的落地實施,將PET薄膜分切端麵不齊的不良率從5%以上降低到了1%以內,效果立竿見影。如果你的生產線也存在類似問題,不妨從今天開始逐項檢查並調整。


