


 熱轉印碳帶小黄片下载软件大全
熱轉印碳帶小黄片下载软件大全 太陽膜小黄片下载软件大全
太陽膜小黄片下载软件大全 條碼碳帶小黄片下载软件大全
條碼碳帶小黄片下载软件大全 單麵膠小黄片下载软件大全
單麵膠小黄片下载软件大全 修正帶小黄片下载软件大全
修正帶小黄片下载软件大全 不幹膠標簽小黄片下载软件大全
不幹膠標簽小黄片下载软件大全服務熱線
180-5003-0233
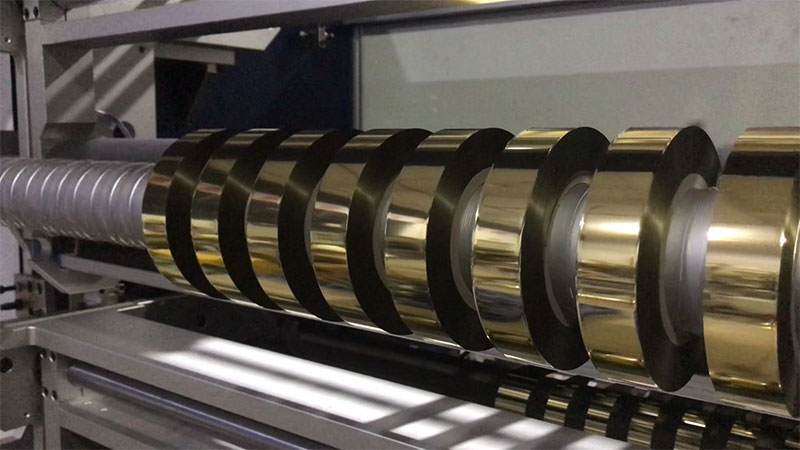
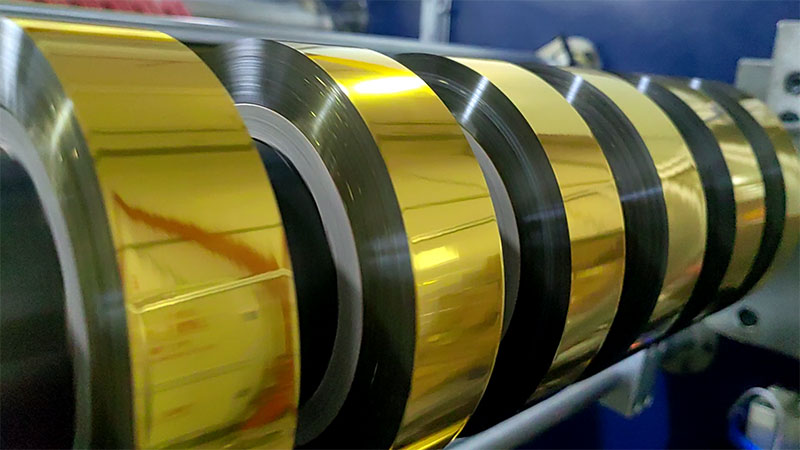
針對小黄片下载软件大全在燙金箔加工過程中出現的斷裂、毛邊等問題,以下是係統的故障排查和解決方案:
一、燙金箔斷裂問題
可能原因及解決方案:
1. 張力控製不當
◦ 原因:張力過大導致箔材拉伸過度,張力過小則易鬆脫。
◦ 解決:
▪ 檢查小黄片下载软件大全張力控製係統(如磁粉製動器、張力傳感器)是否正常。
▪ 根據箔材厚度調整張力參數,通常燙金箔建議張力為 1.5~3N/mm²(參考免费小黄片下载供應商數據)。
▪ 確保放卷、收卷張力匹配,過渡張力梯度不宜過大。
2. 刀具磨損或錯位
◦ 原因:鈍刀或刀座偏移會導致切割不均勻,局部應力集中。
◦ 解決:
▪ 更換鋒利的圓刀或平刀,檢查刀軸平行度。
▪ 調整刀具間隙(通常為箔材厚度的 10%~15%)。
3. 箔材質量問題
◦ 原因:基材韌性不足或塗層附著力差。
◦ 解決:
▪ 更換優質箔材,檢查批次是否受潮或過期。
▪ 測試不同速度下的斷裂點,確認是否為免费小黄片下载極限問題。
4. 運行速度過高
◦ 原因:高速分切時張力波動加劇。
◦ 解決:逐步降低分切速度(如從200m/min降至150m/min),觀察是否改善。
二、毛邊問題
可能原因及解決方案:
1. 刀具鋒利度不足
◦ 現象:切口呈鋸齒狀或拉絲。
◦ 解決:
▪ 立即更換刀具,選擇鍍層刀具(如金剛石鍍層)提升壽命。
▪ 檢查刀口角度(通常 20°~30° 為宜)。
2. 分切角度偏差
◦ 原因:刀具與免费小黄片下载行進方向不垂直。
◦ 解決:
▪ 使用百分表校準刀座,確保垂直度誤差<0.02mm。
▪ 對於薄箔(<0.05mm),建議增加導向輥穩定免费小黄片下载路徑。
3. 輔助係統故障
◦ 原因:靜電吸附或除塵不足導致箔材抖動。
◦ 解決:
▪ 安裝離子風棒消除靜電。
▪ 清潔導輥和壓輥,確保無積塵或膠漬。
4. 溫度影響
◦ 原因:環境溫度過高導致箔材軟化。
◦ 解決:控製車間溫度在 20~25℃,濕度在 50%~60%。
三、其他常見問題
1. 卷邊/翹曲
◦ 檢查收卷壓力是否均勻,使用錐度張力控製(起始張力降低 10%~15%)。
2. 橫向條紋
◦ 排查導輥是否偏心或軸承磨損,必要時做動平衡校正。
四、維護建議
1. 每日檢查:刀具狀態、張力參數、導輥清潔。
2. 每月保養:潤滑刀軸軸承,校準傳感器。
3. 記錄分析:對故障現象拍照存檔,建立免费小黄片下载-參數-質量的對應數據庫。
通過以上步驟可係統性解決90%以上的燙金箔分切問題。若問題持續,建議聯係設備廠商進行伺服係統或PLC程序的深度調試。


